

1. 项目名称:
座椅自动化焊接项目
2. 项目简介
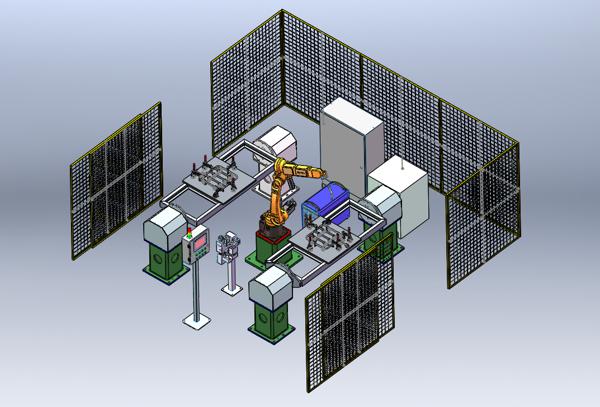
座椅部件自动化焊接项目,采用了“点焊机器人+附加轴(变位机)+工装夹具”的自动化焊接线。它集成了关节机器人技术、自动焊接技术,具有自动化程度高、可靠性好、安全性好、效率高等特点。它不仅可以满足座椅部件自动化焊接的要求,而且在实际生产中提高效率、节约人力。
此自动机器人焊接工位由1台关节臂机器人(包括机械焊枪、焊机、机器人电柜等)、2台变位机、1台清枪机组成。根据零件的加工工艺,本方案中采用1台焊接机器人配两台变位机组成。机器人与变位机配合使用完成零件的自动化焊接。当机器人对0P01工序开始焊接时,操作人员可在OP02工序完成工件的取料以及装夹,当机器人完成OP01工序焊接时可直接进行OP02工序的焊接无需等待,此时操作人员可在0P01工序完成工件的取料以及装夹,以此循环加工。。
2. 选型配置
2.1.1. 自动线配置
机器人的底座及第七轴、工装夹具、转运工件的顶升装置等均由齐星智能公司设计,经过有限元分析后,在齐星智能公司加工制造。
关键零部件配置如下:
|
重要零件 IMPORTANT |
制造商 MAKER |
属地 PLACE |
|
机器人底座 |
齐星智能 |
随州 SUIZHOU |
|
工装 |
齐星智能 |
随州 SUIZHOU |
|
电气元件 |
施耐德 |
法国 FRANCE |
|
电气元件 |
魏德米勒 |
德国 GERMANY |
|
传感器 |
西克 |
德国 GERMANY |
|
润滑系统 |
贝奇尔 |
美国 AMERICA |
|
机器人 |
埃斯顿 |
中国 |
说明:以上关键零部件中,因供应商引起的不便(如交货期延误、产品无法满足要求等),乙方可酌情采用其他同等品牌。
2.1.1. ESTUN ER6-1600关节机器人参数
|
额定负载(KG): |
6 |
|
结构形式: |
串联 |
|
轴数: |
6 |
|
工作半径(mm): |
1600 |
|
重复精度(mm): |
<±0.08 |
|
最大工作范围(第一轴): |
180° |
|
第二轴: |
-60°~+140° |
|
第三轴: |
-155°~+80° |
|
第四轴: |
±170° |
|
第五轴: |
±180° |
|
第六轴: |
±360° |
|
最大速度(第一轴): |
148°/s |
|
第二轴: |
109°/s |
|
第三轴: |
214°/s |
|
第四轴: |
440°/s |
|
第五轴: |
435°/s |
|
第六轴: |
520°/s |
|
本体重量(KG): |
164 |
|
机器人运行功率(KW): |
2.2 |
|
安装方式: |
地面/倒装 |
2.1.1. 机器人控制柜及示教编程器
控制柜:
ESTUN ER6-1600 控制箱体,主要由主控、伺服驱动、内置PLC等部分组成。除了控制机器人动作外,还进行输入输出控制等。控制柜在机器人进行作业的时候,通过输入输出接口,给焊机发出焊接指令,并监控焊机的工作情况。同时还对周边装置进行控制。
※ 主控制轴卡支持最多 24 根轴,并且可通过辅助轴卡支持 最多 40 根轴
※ 紧凑型机身设计,腕关节处无马达
※ 可快速更换的放大器(小于 5 分钟)
※ 彩色,具有网络浏览功能,易于编程且可自定义用户界 面的 iPendant
※ 集成的机器人视觉系统可用于错误检验及定位,无需 PC 支持
※ 多样的 I/O 连接方式
※ 针对各种应用的丰富的软件功能包
示教编程器:
● 材质:强化塑料外壳(含护手带)。
● 操作键:示教闭锁键、上拉菜单键、选择键、轴操作键、数字/应用键、急停按钮、
安全开关等。
● 便于操作和监视的彩色触摸屏。
● 中文显示及中文资料更有利于客户掌握机器人操作技巧。
● “+”字光标键提高了操作性:眼睛不必紧盯显示屏,即可进行菜单选择,不必改变手与手指的位置即可实现顺序操作。
● 专用键的设计,方便了操作者编制作业程序,下拉菜单与视窗软件类似。
● 再现、试运行可直接再示教盒上进行操作。
● 机器人示教盒的操作界面能够任选中/英/日中的任意文字,且两种文字可方便切换。
2. 自动焊接系统
本车架自动化焊接项目中,自动焊接系统包含一套小原焊接变压器、一套控制器、一套小原点焊焊钳及连接电缆、一套点焊焊钳修磨器、一套工件夹具等组成。
2.1. 焊接电源
本工作站选用焊接电源为小原焊接变压器,其规格如下:
|
|
控制箱 |
STN21 电阻焊控制箱 |
|
机器人焊钳变压器 |
RT2H型 |
2.2. 小原焊钳
|
型 号 |
X2C |
|
型 式 |
X型伺服焊钳 |
3.3焊钳修磨器(电极研磨器)
电极修磨机 此项目采用广州极动的修磨器
l ●电极修磨机配置:
1)修磨机本体
2)独立控制箱(继电器)
3)标准架子(一般为 800MM 高)
4)标准刀片(KTW)
5)标准刀架(KTWH)
6)吹气装置
●特 征:
1)修磨时间只需 1 秒
2)刀片为上下一体式高寿命类型
3)电极修磨机高扭矩高转速
4)采用高品质电极修磨机专用马达
5)采用浮动单元装置,吸收焊钳和修磨机的负荷
l ●操作方法:
1)焊钳加压时请顺时针开动马达
2)设定焊钳的加压力(1000N-2500N)
3)在修磨前,确认马达是否顺时针转动
2. 防护围栏
整个自动化焊接线采用全防护的形式,以保障焊接线的安全。防护围栏采用“钣金框架+铁丝网”的形式,并配备安全维护门,用于对自动下挂线的维护。安全维护门上安装有安全开关,安全维护门无故打开将导致整线停止运行,避免发生安全事故,保障安全。
1. 环境温度:-10~50 ℃;
2. 相对湿度:20%~75%;
3. 振动:振动加速度小于0.5g;
4. 电源:三相380V;
5. 电压波动范围:±10%;
6. 频率:50HZ;
7. 需要有气源:0.5Mpa以上;
8. 要求机器人控制柜电源配有独立的空气开关;
9. 机器人控制柜必须分别接地,接地电阻小于1Ω;
10. 工作现场无腐蚀性气体;
11. 车间地基: 常规水泥地面处理,输送线设备安装底座采用膨胀螺栓与地面固定,其它采用化学锚栓与地面固定。
